
CO2焊接之原理
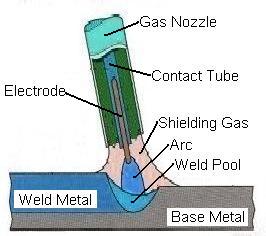
CO2焊接之原理如圖3-1-11所示,係利用一連續送出消耗性的實心裸焊條(電極)與母材產生電弧,而使焊道成熔融狀,然後在電弧與焊道熔池周圍罩以二氧化碳保護氣體的焊接方法,則稱為CO2焊接。
新銲易技術交流區 發表在 痞客邦 留言(5) 人氣(61,993)
MIG銲接
氣體金屬電弧銲接(GMAW)常常地指MIG銲接。 MIG銲接是一個常用的高溶填率銲接過程。 導線從短管軸連續地哺養。 因此MIG銲接指一個半自動銲接過程。
|
|
MIG銲接好處
- 所有位置能力
- 更高的溶填率比SMAW
- 要求少的操作技巧
- 焊道連續不被終止
- 最小的銲接清潔
保護氣體的MIG銲接
保護的氣體,形式弧等離子,穩定在被銲接的金屬的弧,保護弧和溶解的銲接水池,并且允许金屬光滑的調動從銲接導線到溶解的銲接水池。 有三個原生金属調動方式:
使用的主要保護的氣體是:
- 氬
- 氬- 1到5%氧氣
- 氬- 3到25%二氧化碳
- 氬或氦氣
二氧化碳在一些MIG銲接過程中也用于它純淨的形式。 然而,在有些應用二氧化碳出現在保護的氣體的也許不利地影響銲接的機械性能。
|


|
- 咬邊
- 過份熔化通過
- 未焊透
- 殘缺不全的聯合滲透
- 多孔性
|

|
新銲易技術交流區 發表在 痞客邦 留言(0) 人氣(2,448)
良好銲接
|
行走
太快速
|
行走
太慢
|
電壓
太低
|
電壓
太高
|
安培量
太低
|
安培量
太高
|
較少Stickout
沒有氣體
|
 |
 |
 |
 |
 |
 |
 |
 |
新銲易技術交流區 發表在 痞客邦 留言(0) 人氣(980)
CO2焊接教學
日本溶接協會銲接影片
時間34分請耐心等待,但絕對值得~
http://www-it.jwes.or.jp/co2/co2.html
新銲易技術交流區 發表在 痞客邦 留言(1) 人氣(7,802)
可自動供應焊線並由氣體保護焊池的焊接法,全名為(GAS.METAL ARC welding, GMAW)
簡稱為:
MIG (METAL INNER GAS)-鈍器Ar ,He保護,
或MAG(METALACTIVE GAS)-活性氣體保護
或CO2(METAL CO2 GAS)-CO2氣體(屬活性氣體)保護
新銲易技術交流區 發表在 痞客邦 留言(0) 人氣(1,808)
二氧化碳半自動電銲--為消耗性電極銲接法,銲接時是直接用金屬填料做為電極,也就是說電極就是銲線,並以馬達自動連續送線將填料熔入銲縫上,銲接保護氣體採用二氧化碳(CO2)或二氧化碳與氬的混合氣,如二氧化碳氣體的混合比超過20%以上時則稱為MAG。二氧化碳半自動電銲若以銲線區分又可分為實心銲線(Solid Wire)與包藥銲線(Fluxcored Wire)兩種,這種銲接方法是專供銲接碳鋼及高張力鋼類材料,銲接效率約為一般手工電銲的三倍以上。
新銲易技術交流區 發表在 痞客邦 留言(1) 人氣(697)